![]()


Rotary Pumps
 JRZL Series
JRZL Series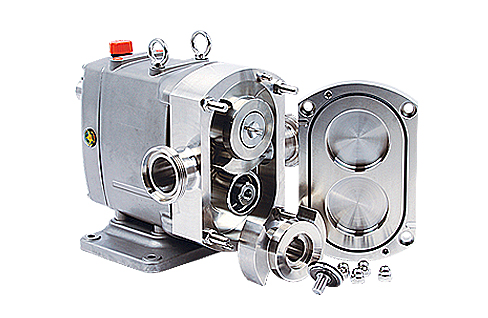 JRZP Series
JRZP Series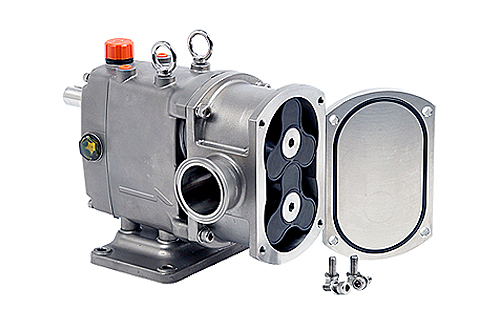 JRZW Series
JRZW Series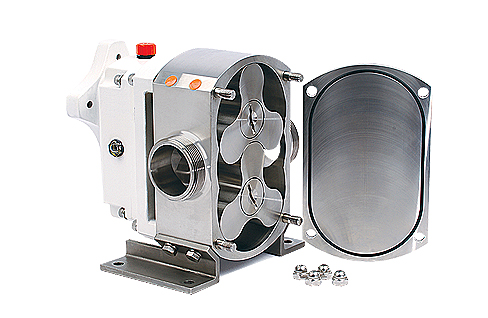 JTP Series
JTP Series JRZLC Series
JRZLC SeriesCentrifugal Pumps
 JCP Series
JCP Series JEP/JEPS Series
JEP/JEPS Series JP Series
JP Series JWP Series
JWP SeriesBlending Systems
 JSB Series
JSB SeriesTwin-Screw Pumps
 Twin-Screw Pumps
Twin-Screw PumpsJabsco Lobe Pumps
Products
![]()





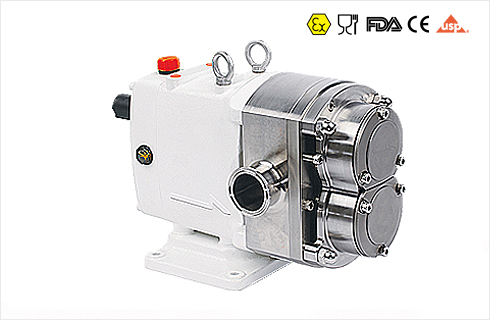
AccuLAB is specially designed for superior metering accuracy with multi-lobe rotors or spur gear rotors which allows minimum pulsation, precise volumetric dosing and packaging, lab in pilot plant or manufacturing applications as well as general fluid transfer.
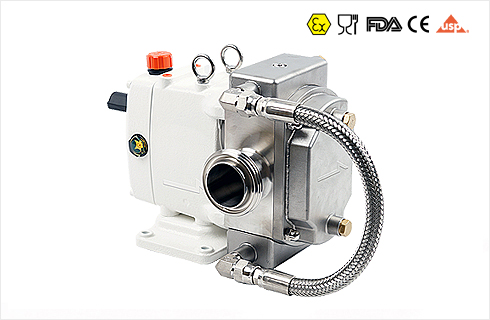
Designed for products that require temperature control such as sugars, chocolates, corn syrup and brewer’s yeast with easy attachment to pump front cover or casing.
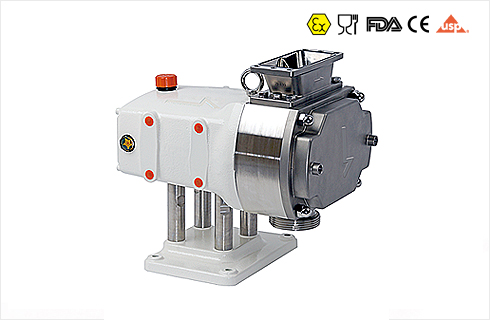
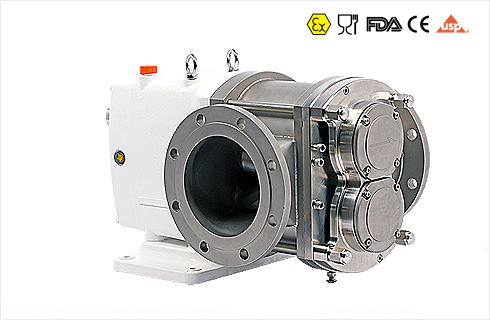
Enlarged rectangular inlet allows highly viscous products such as semi-solid pastes or mixtures containing semi-solid pieces to be pumped.
The pressure relief valve protects the system from pressure peaks or restrictions in the discharge, providing a pressure relief valve loop from discharge to the suction areas.
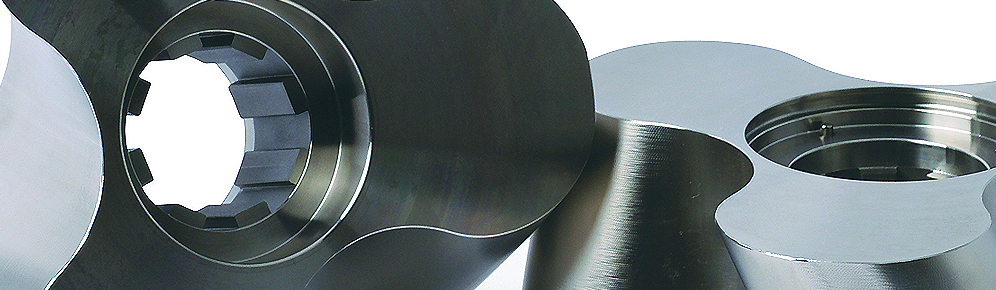
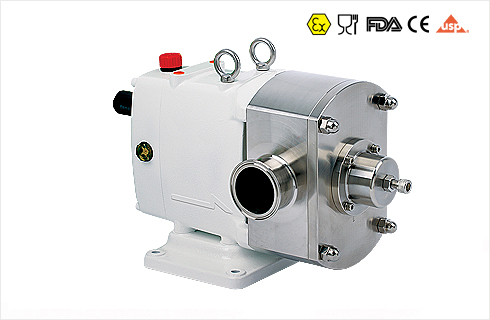
Fully self-draining pumps head and external rotor fixing can eliminate any contaminations and internal crevices, and match to sterile pharmaceuticals, ultra-hygienic food processing, aseptic manufacturing, which need "the best Clean".
High pressure pumps adapt front bearing cover to support shafts on front and back position. This well-balanced shaft design is allowed to be used up to 25bar without shafts’ deflection from sudden pressure peaks or restrictions in the discharge. Hygienic design provides a perfect CIP and simply engineered construction with Front Loading Seal enables easy maintenance.
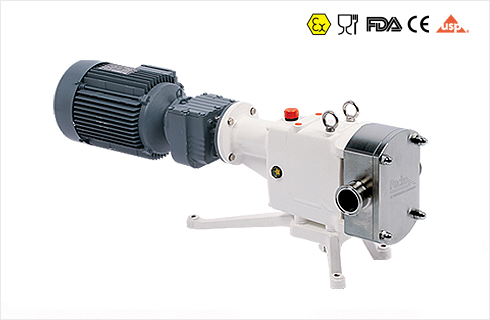
Flange connected with geared motor directly can minimize the risk of shaft’s misalignment. Less restricted area of installation and less down time while assembling by removing common base plate.
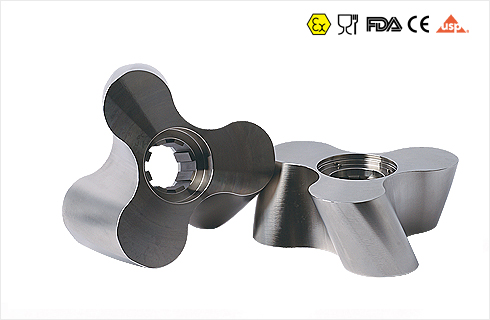
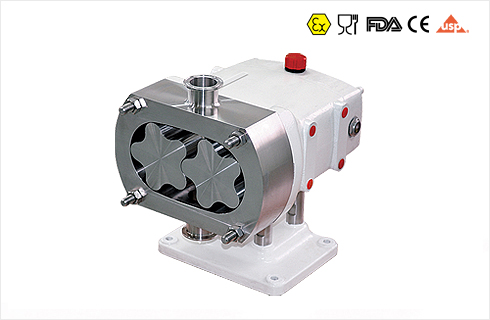
Heli-lobe rotors realize the maximum pumping efficiency with pulsation-free, increased capacity through higher speed limits and increased suction capability through decreasing cavitation limits.
These pumps are designed to last up to 25bars with front bearing cover and to transfer up to 12 liters/rev with double Heli-lobe rotors which two Heli-lobe rotors are installed into each top and bottom shaft.
![]()

JEC Ltd.
15-26, Beodeul-ro 1362, Paltan-myun, Hwaseong-si, Gyeonggi-do, 18578,
Rep. of Korea ![]()
Tel +82-31-355-0316
Fax +82-31-355-0319
E-mail export.kr@jec.verder.com
copyright(c) 2016 JEC LTD.ALL RIGHTS RESERVED.
 Jabsco Lobe Pumps
Jabsco Lobe Pumps




